List of Tablet Defects :
A. The Tablets defects related to Tabletting Process
1. Capping:
- Air entrapment in the granular material causes partial or complete separation of the top or bottom of the tablet.
- “Capping” is the term used, as during ejection from the tablet press or subsequent handling, the upper or lower section of the tablet splits horizontally, either partially or completely, from the main body of the tablet and comes off like a cap.

Reason: Capping is mainly caused by air entrapment in a compact during compression and subsequent tablet expansion upon ejection from a die.
| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | A large amount or volumes of fines in the granulation | Remove some or all fines through 100 to 200 # (mesh) screen. |
| 2. | Too dry or very low moisture content (leading to loss of proper binding action). | Moisten the granules suitably. Add hygroscopic substance like a PEG4000 methyl- cellulose or sorbitol. |
| 3. | Not thoroughly dried granules. | Dry the granules properly |
| 4. | Insufficient amount of binder or improper binder. | Increase the volume of binder. Adding some dry binder such as powdered sorbitol, pre-gelatinized, hydrophilic silica, starch, gum acacia, PVP or powdered sugar |
| 5. | Insufficient or improper lubricant. | change the type of lubricant or increase the volume of lubricant. |
| 6. | Granular mass too cold. | Procedure should be performed in Controlled Room Temperature. |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | Poorly finished punch dies | Polish dies properly before use. Investigate or find out the alternative steels or other materials. |
| 2. | Deep concave punches or beveled-edge faces of tablet punches. | If possible, use flat punches. |
| 3. | The lower punch remains below the face of the punch die during ejection. | Make the proper setting of the lower punch during operation (Ejection). |
| 4. | Incorrect adjustment of machine sweep-off blade. | Adjust the sweep-off blade correctly to simplify proper |
| 5. | Compression Machine- High turret speed | Try lowering machine speed (Increase dwell time). |
2. Lamination:
- Due to air entrapment in the granular substance, the tablet separates into two or more layers.
- It is the division of a tablet into two or more different horizontal levels.

Reason: Air entrapment during compression and subsequent release during ejection are the reasons behind this. The situation is exacerbated by the Machine’s turret’s increased speed.
| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | Oily or waxy materials in granules | Modify the mixing process. Add adsorbent or absorbent. |
| 2. | Too much hydrophobic lubricant. | Reduce the amount of lubrication used or switch to a different type of lubricant. |
| 3. | Magnesium-stearate | Try to use a less amount |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | On ejection from a die, the outer areas of a tablet relax quickly. | Use tapered dies, which have a 3° to 5° outward taper in the upper section of the die bore. |
| 2. | Rapid decompression | Use the pre-compression step. Lower the turret speed and reduce the final compression pressure. |
3. Cracking:
- The fast expansion of tablets caused by deep concave punches is the cause.
- “Cracks” are small, fine cracks seen on the top and lower center surfaces of tablets, and very rarely on the walls.

Reason: It occurs as a result of tablet expansion, particularly when deep concave punches are utilised.
| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | Large size of granules | Reduce granule size. Add fines |
| 2. | Too dry granules | Moisten the granules properly and add the proper amount of binder. |
| 3. | Tablets expand. | Improve granulation. Add dry binders. |
| 4. | Granulation too cold | Compress at room temperature |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | Tablet expands on ejection due to air entrapment | Use tapered die. |
| 2. | While removing tablets, deep concavities cause cracking. | Use special take-off |
B. The defects due to Excipient:
1. Chipping:
- It’s because the grains are quite dry. The breaking of tablet edges while the tablet is leaving the press or during later handling and coating procedures is referred to as “chipping.”
Reason: Machine settings that are incorrect, particularly the ejection take-off.

| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | Sticking on punch faces | Dry the granules properly or increase lubrication. |
| 2. | Too dry granules. | Moisten the granules to plasticize. Add hygroscopic substances |
| 3. | High amount of binding causes chipping at bottom | Optimize binding, or use dry binders |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | The groove of die worn at compression point. | To open-end, reverse, or replace the die, polish it. |
| 2. | Barreled die (center of the die wider than ends) | Polish the die to make it cylindrical |
| 3. | Edge of punch face turned inside/inward. | Polish the punch edges |
| 4. | Concavity too deep to compress properly. | Reduce concavity of punch faces. Use flat punches |
2. Sticking:
- It is the adhesion or bond of granulation material to the die wall of punch.
- The tablet material sticking to the die wall is referred described as “sticking.” Excess moisture in the granulation causes filming, which is a sluggish sort of adhering.

Reason: Improperly dried or improperly lubricated granules
| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | Granules not dried properly. | Dry the granules properly. Make moisture analysis to determine limits. |
| 2. | Too little or improper lubrication. | Increase or change lubricant. |
| 3. | Too much binder | Decrease the amount of binder or use a different kind of binder. |
| 4. | Hygroscopic granular material. | Modify the granulation and compress it in a humidified environment. |
| 5. | Oily or way materials | Modify mixing process. Add an absorbent |
| 6. | Too soft or weak granules. | Adjust the amount of binder and granulation method |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | Concavity too deep for granulation. | Reduce concavity to optimum. |
| 2. | Too little pressure. | Increase pressure. |
| 3. | Compressing too fast | Reduce speed |
3. Picking:
- It is the process of removing material from the tablet’s surface and adhering it to the punch’s face.
- When a small bit of material from a tablet sticks to and is taken from the tablet’s surface by a punch face, this is referred to as “picking.”
- The problem affects the higher punch faces more than the bottom ones.
- If tablets are created repeatedly in this station of tooling, the problem intensifies as more material is added to the previously stuck material on the punch face.
Reason: Picking is especially dangerous when punch tips include engraving or embossing lettering and the granular material has not been thoroughly cured or dried.
| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | Extreme moisture in granules. | Determine the optimum limit by drying the granules thoroughly. |
| 2. | Too much less or improper lubrication. | Increase lubrication; use colloidal silica as a “polishing agent”, so that material does not cling to punch faces. |
| 3. | Low melting point substances, may soften from the heat of compression and lead to picking. | Add high melting-point materials. Use high meting point lubricants. |
| 4. | Low melting point drug in high concentration. | Refrigerate or keep cool granules and the entire tablet press. |
| 5. | Too warm granules when compressing. | Compress at room temperature. Cool sufficiently before compression. |
| 6. | Too much amount of binder. | Decrease the amount of binder, change the type (method)or use dry binders |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | Rough or scratched punch faces. | Polish faces to high luster. |
| 2. | Bevels or dividing lines too deep. | Design lettering as large as possible. Reduce depths and sharpness. To make a smooth and non-adherent face, coat the punch faces with chromium. |
| 3. | The amount of pressure used is insufficient; the tablets are too soft. | Increase pressure to optimum. |
4. Binding:
- More binder in the granules or moist granules is the cause of these.
- When the tablets adhere, seize, or tear in the die, the word “binding” is employed. A film forms in the die, preventing the tablet from being ejected. Excessive binding cracks the tablet’s sides, causing it to disintegrate.
Reason: Binding is caused by an overabundance of moisture in the granules, a lack of lubrication, and/or the usage of worn dies.
| Sr. No. | Causes related to Granulation | Remedies/ Resolution |
| 1. | Too humid or moist granules and extrudes around lower punch. | Dry the granules properly. |
| 2. | Insufficient or improper lubricant. | Increase the lubrication amount or switch to a more effective lubricant. |
| 3. | Too coarse granules. | Decrease granular size, add more fines, and increase the amount of lubricant. |
| 4. | Too hard or solid granules for the lubricant to be effective or operative. | Modify granulation. Reduce granular size. |
| 5. | Granular substance is abrasive or gritty and can cut through dies. | If coarse granules, reduce their size. |
| 6. | Granular material too warm. | Use wear-resistant dies. |
| 7. | Sticks or adhere to the die. | Decrease temperature. |
| Sr. No. | Causes related to Machine (Dies, Punches & Tablet Press) | Remedies/ Resolution |
| 1. | Poorly finished dies. | Polish the dies properly. |
| 2. | Rough dies due to abrasion, gritty, corrosion. | Change the granulation or look at other steels or materials. |
| 3. | Undersized dies. Too little clearance. | Rework to proper size. Increase clearance. |
| 4. | Too much pressure on the tablet press | Reduce pressure. Or Modify granulation |
C. The defect is related to more than one factor:
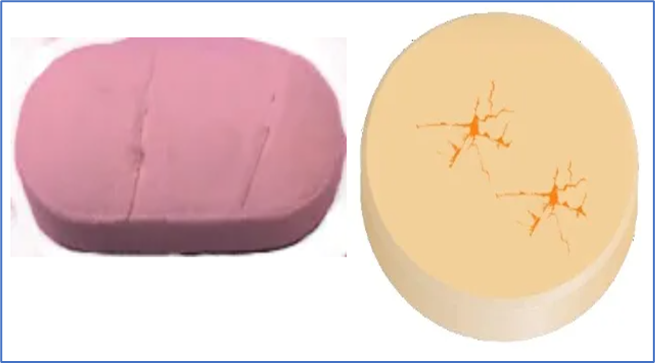
1. Mottling:
It could be related to one or more of the following factors:
- Because of a colored medicine that is not the same hue or coloration as the remainder of the granular material (excipient-related);
- Improper granular material mixing (process-related)
- Dirt in granular material or on punch faces; oil marks caused by the use of an oily lubricant.
- The term “mottling” refers to an uneven colour distribution on a tablet, with light or dark regions contrasting against a uniform background.

Reason: One reason of mottling might be a coloured drug, whose colour differs from the colour of excipients used for granulation of a tablet
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | A colored drug is used along with colorless or white-colored excipients materials. | Use appropriate colorants. |
| 2. | A dye travels to the surface of granulation while drying. | Change the solvent system, Change the binder, Decrease drying temperature & Use a smaller particle size. |
| 3. | Improperly mixed dye, especially during “Direct Compression”. | Mix properly and decrease the size if it is of a bigger size to prevent segregation. |
| 4. | Improper mixing of a colored binder solution. | During the powder blending process, incorporate dry colour additives, then add fine powdered adhesives such as acacia and tragacanth and mix thoroughly before adding granulating liquid. |
D. The defects due to Compression Machine:
1. Double Impression:
- It’s owing to the punches’ free rotation, which has some engraving on the punch faces.
- Only punches with a monogram or other engraving are eligible for “Double Impression.”
Reason: The tablet acquires the imprint of the punch at the time of compression. On some machines, the lower punch drops and travels uncontrollably for a short distance before riding up the ejection cam to push the tablet out of the die; however, the punch rotates during this free travel, and the punch may make a new impression on the bottom of the tablet, resulting in “Double Impression.”

| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Free rotation or movement of either upper punch or lower punch during discharge of a tablet | Use keying in tooling, which entails inscribing a key beside a punch such that it fits the punch and prevents it from rotating. Anti-turning systems on newer presses prevent punch rotation. |
E. Tablet weight or Weight Variation:
Product variation:
- Inconsistent powder density and particle size distribution can cause this type of fluctuation.
- Particle size distribution can alter when the product gets unblended during transfer or due to static electricity, while density can fluctuate on the press due to overfilling of the die and re-circulation of the powder on the tablet press.
- This may also vary as a result of the product’s inability to endure handling and mechanical stress before reaching the tablet press.
Machine condition:
- There are numerous issues that can arise from a tablet press that has been improperly prepared or operated.
- A new die table’s up and down motion under load should be within 0.003” (inch) of the setting. It’s important to keep an eye on the pressure rolls and cams to make sure they’re in good shape.
Tooling condition:
- It’s important to think about the punch’s working length. When it comes to how punches effect tablet weight, working length is crucial.
- The length of each punch is correct and identical, and new tools are created to a one-thousandth of an inch tolerance. Powder flow and feed rates: Because powder flow and feed-rates are linked to a variety of faults, powder flow and feed-rates should be considered when making tablets.
F. Problems Related to Tablet Coating:
1. Blistering:
- It is the local detachment of film from the substrate forming blister.

Reason: Overheating during spraying or at the end of the coating run causes gas entrapment in or beneath or below the film.
The Cause and Remedy of Blistering
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Effect of temperature on the strength, elasticity, and adhesion of the film. | Use mild drying condition |
2. Cratering:
- It is a defect of film coating whereby volcanic-like craters appear exposing the tablet surface.

Reason: The coating solution penetrates the surface of the tablet, often at the crown where the surface is more porous, causing localized disintegration of the core and disruption of the coating.
The Causes and Remedies of Cratering
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Inefficient drying | Use efficient and optimum drying conditions |
| 2. | Higher rate of application or use of coating solution | Increase viscosity of coating solution to decline or lowering spray application rate |
3. Picking:
- It is a defect where isolated areas of the film are pulled away from the surface when the tablet sticks together and then part.

Reason: Conditions similar to cratering that produces an overly wet tablet bed where adjacent tablets can stick together and then break apart.
The Causes and Remedies of Picking
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Inefficient drying. | Increase the inlet air temperature or use optimal and efficient drying conditions. |
| 2. | Higher rate of application or use of coating solution | Reduce the rate of application or use of coating solution by increasing or rising viscosity of coating solution. |
4. Pitting:
- It is defect whereby pits occur in the surface of a tablet core without any visible disruption of the film coating.


Reason: The temperature of the tablet core is superior than the melting point of the materials /ingredient used in the tablet preparation.
The Cause and Remedy of Pitting
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Inappropriate drying (inlet air) temperature. | Preheating operations are eliminated at the start of coating, and the drying (inlet air) temperature is adjusted so that the temperature of the tablet core does not exceed the melting point of the batch of additives employed. |
5. Blooming:
- It is defect where coating becomes dull immediately or after prolonged storage at high temperatures.

Reason: It is due to gathering on the surface of low molecular weight ingredients included in the coating preparation. In most situations, the ingredient will be plasticizer.
The Cause and Remedy of Blooming
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | High concentration and low molecular weight of plasticizer. | Decrease plasticizer concentration and increase molecular weight of plasticizer. |
6. Blushing:
- It is a defect best described as whitish specks or haziness in the film.

Reason: It’s assumed to be caused by precipitated polymer, which is aggravated by using a high coating temperature that’s at or above the polymers’ thermal gelation temperature.
The Causes and Remedies of Blushing
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | High-temperature coating | Decrease the drying air temperature. |
| 2. | The thermal gelation temperature of Hydroxy Propyl Cellulose, Hydroxy Propyl Methyl Cellulose, Methyl Cellulose, and Cellulose Ethers decreases the most when sorbitol is used in the formulation. | Avoid use or minimize. |
7. Colour variation:
- A defect which involves variation in colour of the film.

Reason: Change of the frequency and period of appearance of tablets in the spray zone or the size/shape of the spray zone.
The Cause and Remedy of Colour Variation
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Inadequate coating, improper mixing, uneven spray pattern, migration of soluble dyes-plasticizers, and other additives during drying | Use of geometric mixing, reformulation with different plasticizers and additives or use mild drying conditions. |
8. Infilling:
- It is defect that renders the intagliations indistinctness.

Reason: The inability of a foam generated by spraying a polymer solution into the air to break. The foam droplets on the tablet’s surface degrade quickly due to attrition, but the intagliations provide a safe haven for the foam to aggregate and set.
Normal attrition can occur once the foam has collected to a level that approaches the outside contour of the tablet surface, allowing the structure to be covered with a continuous film.
The Cause and Remedy of Infilling
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Bubble or foam formation as a result of air spraying of a polymer solution. | Enhance alcohol use or use spray nozzle capable of finer atomization. |
9. Orange Peel/Roughness
- It is surface defect resulting in the film being rough and nonglossy. Appearance or display is similar to that of an orange.

Reason: Insufficient or improper spreading of the coating solution before drying.
The Causes and Remedies of Orange Peel/Roughness
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Rapid Drying | Use mild drying conditions |
| 2. | High solution viscosity | Use additional solvents to decrease viscosity of solution |
10. Cracking/Splitting:
- It is a issue in which the film either cracks (fracture) across the crown of the tablet (cracking) or splits around the edges of the tablet (Splitting).

Reason: Internal stress in the film exceeds tensile strength of the film.
The Cause of Cracking/Splitting
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Use of higher molecular weight polymers or polymeric blends | Use lower molecular weight polymeric blends or polymers. |
| 2. | Coating and core have different thermal expansion properties. | Avoid mineral type excipient. |
| 3. | Expansion or Extension of core due to overheating. | Overheating should be avoided for the tablet core. |
| 4. | The coating has a low mechanical strength. | Use coating with appropriate mechanical strength. |
| 5. | Inadequate coating formulation. | Do proper coating formulation. |
| 6. | Insufficient plasticization or too much pigmentation. | Use adequate plasticizer or pigment. |
11. Logo Bridging:
- This happens when the coating fills in the text or logo on the tablet due to inappropriate solution application, inadequate tablet embossing design, high coating viscosity, high proportion of particles in the solution, or improper atomization pressure.
- The film may shrink and pull away from the sharp corners of an intagliation or bisect during drying, resulting in surface bridging.
- This flaw might be so bad that it totally obscures the monogram or bisect.

Remedy: Bridging or crossing can be reduced by increasing the plasticizer content or altering the plasticizer.
| Sr. No. | Causes | Remedies/ Resolution |
| 1. | Coating method with poor plasticization. | Use optimally plasticizer coating. |
| 2. | Coating system with little or Low adherence. | Use high or strong adhesion coating material. |
| 3. | Ingredients with a low adhesion core. | Use core ingredients that have a lot of adhesion. |
| 4. | The spray rate was set too high. | Decrease the spray rate. |
| 5. | The temperature of the product is too low. | Rise the temperature. |
| 6. | Poorly designed logo. | Improve the look of your logo. |
Read More:
Health Topic: Click Here
Analytical Department Topic: Click Here
Reference:
https://www.sciencedirect.com/science/article/pii/S1773224718300303
https://jddtonline.info/index.php/jddt/article/view/722
https://en.wikipedia.org/wiki/Tablet_(pharmacy)
Have Question ? Click Here
Contact Us: Click Here